
Chemical processing plants operate under complex conditions where accuracy, reliability, and efficiency are non-negotiable. From handling corrosive liquids to transferring viscous materials, these facilities demand pumping systems that can endure high stress while maintaining precision. In recent years, progressive cavity pumps have emerged as a transformative solution, redefining how industries manage fluid transfer in chemical environments. Their design, versatility, and efficiency make them a superior alternative to many traditional systems, and they are quickly becoming an indispensable asset in modern plants.
This article explores why these pumps are gaining so much traction in chemical industries, their advantages over other technologies, and how they are shaping the future of chemical processing.
Understanding the Role of Pumps in Chemical Processing
At the core of chemical plants lies a vast network of processes involving the movement of liquids, slurries, and sometimes even gases. From transferring raw materials to feeding reactors, pumps ensure that operations flow seamlessly. However, not all fluids behave the same. Some are corrosive, abrasive, or highly viscous, while others may require precise dosing for reactions to occur correctly.
For decades, centrifugal pumps and chemical gear pumps were considered the standard. While they still play a role, many plants face limitations when relying solely on these systems. High maintenance, wear and tear, and inefficiencies with certain fluid types often lead to downtime and operational costs. This is where progressive cavity pumps have stepped in to fill the gap.
What Makes Progressive Cavity Pumps Different?
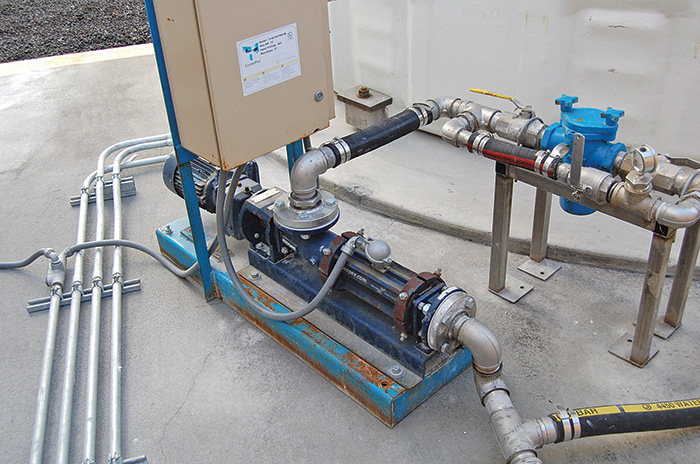
A progressive cavity pump uses a helical rotor inside a stator to create sealed cavities that move fluid smoothly and continuously. Unlike centrifugal systems that rely on velocity, these pumps use positive displacement to transfer material at a consistent rate.
This design offers several key benefits:
- Gentle Handling of Fluids – Progressive cavity pumps minimize shear, which is vital when handling delicate or reactive chemicals.
- High Viscosity Capability – Fluids that would clog or damage centrifugal pumps can be moved with ease.
- Accurate Flow Control – Their ability to provide consistent flow rates makes them ideal for dosing applications in chemical reactions.
- Durability – With proper materials, these pumps withstand harsh chemicals and abrasive slurries.
Why Progressive Cavity Pumps Excel in Chemical Plants
1. Handling Complex Chemical Fluids
Chemical processing involves fluids that vary widely in viscosity and composition. Some may contain solid particles, while others are highly corrosive. Progressive cavity pumps excel because they can move everything from thin solvents to heavy sludges without compromising performance.
2. Superior Precision for Dosing Applications
Chemical reactions often depend on precise proportions of reactants. Even a small variation can impact the final product’s quality. Progressive cavity pumps deliver highly accurate dosing, ensuring consistent batch quality and reducing the risk of costly errors.
3. Reduced Maintenance and Downtime
While traditional pumps like the chemical gear pump are known for their efficiency, they can suffer from wear when exposed to corrosive chemicals. Progressive cavity pumps, on the other hand, offer longer service intervals due to their design and adaptability to specialized materials. This translates into reduced downtime, which is critical in plants where every minute counts.
4. Energy Efficiency and Cost Savings
Energy use is a growing concern across industries. Progressive cavity pumps require less energy to move viscous or abrasive materials compared to centrifugal systems. Over time, these savings accumulate, making them a cost-effective choice for large-scale operations.
5. Enhanced Safety in Hazardous Environments
Chemical plants deal with potentially dangerous materials, and pump failures can lead to spills or exposure. Progressive cavity pumps reduce risks by ensuring consistent flow and minimizing leaks, thus supporting safer workplace conditions.
Applications of Progressive Cavity Pumps in Chemical Processing
The versatility of progressive cavity pumps allows them to be used in numerous chemical processing applications, including:
- Acid and caustic transfer – Safely moving highly corrosive chemicals.
- Dosing additives – Delivering precise quantities of catalysts, stabilizers, or other components.
- Sludge handling – Transporting slurry-like byproducts without clogging.
- Viscous material pumping – Ideal for polymers, resins, and adhesives.
- Effluent treatment – Supporting waste treatment by handling liquids with solid particles.
Compared to a chemical gear pump, which is excellent for low-viscosity liquids, progressive cavity pumps bring unmatched versatility, handling a much broader range of materials without compromising reliability.
Challenges in Chemical Processing and How Progressive Cavity Pumps Solve Them
Corrosion Resistance
Chemical fluids often attack metallic surfaces. Progressive cavity pumps can be designed with specialized materials and coatings, ensuring longer life spans in harsh environments.
Abrasion Resistance
Slurries and liquids containing particles can wear down pumps quickly. The sealed cavity design of progressive cavity pumps provides better protection against wear compared to traditional alternatives.
Maintaining Flow Consistency
Fluctuations in flow can compromise chemical reactions. Progressive cavity pumps’ ability to provide steady flow ensures process stability, which is critical in maintaining product quality.
Comparing Progressive Cavity Pumps and Chemical Gear Pumps
While both pumps serve important roles, there are clear distinctions:
- Chemical gear pumps excel at moving clean, low-viscosity liquids with high precision but struggle with abrasive or high-viscosity fluids.
- Progressive cavity pumps, on the other hand, handle both thin and thick materials, making them more versatile for diverse chemical plant applications.
Many facilities now integrate both types, using progressive cavity pumps where conditions demand more robust handling and gear pumps for simpler applications.
The Future of Progressive Cavity Pumps in Chemical Plants
With sustainability, efficiency, and safety becoming top priorities in modern industries, the demand for advanced pumping systems is only growing. Progressive cavity pumps are poised to become even more essential as plants look for:
- Reduced carbon footprints through energy-efficient operations.
- Automation compatibility, since these pumps integrate well with advanced process control systems.
- Scalability, ensuring they can support both small and large-scale operations.
As technology advances, materials for stators and rotors are also improving, allowing these pumps to endure even harsher conditions.
In chemical processing, where efficiency and safety dictate success, progressive cavity pumps stand out as a game-changer. Their ability to handle diverse fluids, provide accurate dosing, and reduce operational costs makes them a superior choice compared to many traditional pumping systems, including the widely used chemical gear pump.
As industries continue to evolve, the role of progressive cavity pumps will only expand, helping chemical plants achieve greater reliability, sustainability, and productivity. For facilities seeking long-term solutions, these pumps are not just an option—they are quickly becoming a necessity.